
Introduction
In today’s food processing industry, accuracy is key. Sorting products by quality, size, and appearance can be a tedious and time-consuming task. That’s where optical sorting machines come in.
These machines use high-resolution cameras and AI-powered analysis to inspect products quickly and efficiently. By automating the sorting process, they help businesses save time, reduce waste, and ensure consistent product quality. Whether you’re sorting fruit, shrimp, or potatoes, optical sorters streamline production and improve overall efficiency.
In this post, we’ll explain how optical sorting machines work and why they are becoming essential in modern sorting facilities.
What is an Optical Sorting Machine?
An optical sorting machine is a type of automated sorting system. It separates products based on visual features. These features include color, shape, size, and surface quality.
The machine uses cameras, sensors, and lighting to inspect each item. Then, it sorts the items according to pre-set standards. This is called machine sorting.
Optical sorters are common in food sorting, especially where visual quality is important. They are widely used in fruit sorting, potato sorting, and shrimp sorting.
This type of sorting technology is faster and more accurate than human labor. It’s also scalable and cost-effective. It allows factories to sort large quantities without compromising quality.
How Do Optical Sorting Machines Work?
Optical sorting machines follow a step-by-step process. Each stage is critical to ensure high-speed and high-precision sorting.
Product and Imaging
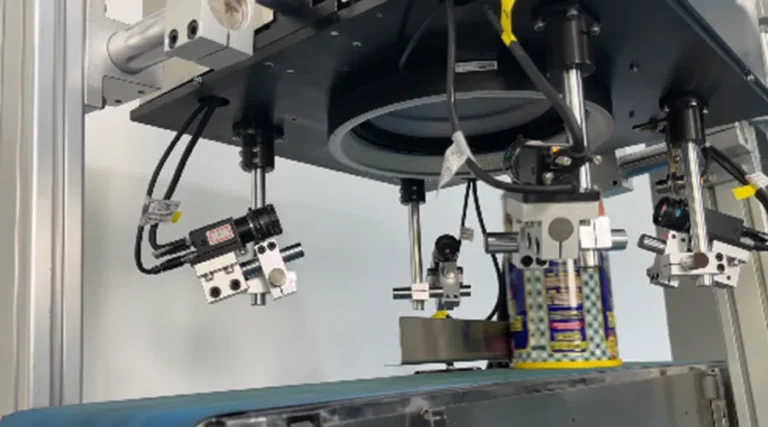
Products move on a conveyor belt. As they pass through the optical sorting equipment, they are scanned.
High-resolution cameras take images of every item. Some systems also use infrared or multi-spectral lighting. This lighting highlights flaws invisible to the naked eye.
The cameras record key details, including size, color, and surface texture. In fruit sorting machines, for example, bruises or discoloration are flagged instantly.
AI-Powered
Once the data is captured, it’s analyzed in real time. The system compares each item to quality standards.
AI algorithms detect variations. If an item doesn’t meet the criteria, it is marked for rejection. The optical sorting machine learns over time, improving accuracy with each cycle. This is known as more intelligent sorting.
AI is especially useful in cold shrimp sorting, where color and size can vary slightly between batches.
Automated Sorting and Ejection
After analysis, the machine decides what to do. Items that pass continue down the conveyor and items that fail are ejected.
Ejection is fast. It uses air jets, mechanical arms, or pneumatic gates. This ensures precise removal without slowing production.
The entire process happens in milliseconds. This makes optical sorting ideal for high-volume production.
Why Optical Sorting Improves Efficiency
Superior Quality Control

Optical sorting ensures consistent product quality. It catches flaws that human eyes might miss. This improves consumer satisfaction.
In potato sorting machines, the system removes misshapen or blemished potatoes. In fruit sorting machines, under-ripe or overripe fruit is automatically discarded.
Consistent quality builds brand trust and reduces product returns.
Less Waste, More Savings
Rejected items are removed early in the process, reducing spoilage and rework. Less waste means lower costs.
For example, in shrimp sorting, defective pieces are filtered out before cooking or packaging. Sorting machine saves energy and resources downstream.
Faster Throughput

Machines don’t get tired. They work around the clock. A single optical sorting machine can sort thousands of items per minute.
This is much faster than manual sorting. It helps businesses scale production without hiring more workers.
When paired with a conveyor line sorting system, the result is even more efficient.
Lower Labor Costs
Automation reduces dependence on manual labor. Fewer workers are needed for quality control. This cuts long-term costs.
Moreover, staff can be reassigned to higher-value tasks like equipment monitoring or logistics.
Applications in the Food Industry
Fruit Sorting Machines
These fruit sorting machines are designed to handle soft, delicate produce. The fruit sorter evaluates each fruit based on color, ripeness, and defects. This is common in apple, citrus, and tomato processing.
Potato Sorting Machines
Potatoes are sorted by size, shape, and surface flaws in potato sorting machines. Any with green spots, cuts, or rot are removed, ensuring better quality and shelf life.
Shrimp Sorting Machines
Cold shrimp sorting demands attention to color and size. Optical sorters can separate shrimp by grade. They also remove broken or contaminated pieces.
Smarter Sorting with AI Integration
Modern optical sorters use AI to learn and improve. Over time, the machine becomes more accurate.
It can adapt to new crop varieties, changing lighting conditions, and unexpected defects. This flexibility makes AI-powered sorting equipment a long-term solution.
AI also enables detailed performance reports. Operators can track rejection rates and identify trends. This helps improve upstream processes, such as harvesting or washing.
System Integration in Sorting Facilities
An optical sorting machine doesn’t work alone. It’s part of a larger sorting system.
Most systems include auto sorting machines, weight graders, and conveyor sorting lines. When integrated, the workflow is seamless. Products move from inspection to packaging without delays.
In a full sorting facility, this automation reduces manual touchpoints. It speeds up processing and improves hygiene—especially in food sorting environments.
Conclusion
Optical sorting machines have changed the game in food and agricultural processing. They deliver fast, precise, and intelligent sorting. This helps businesses reduce waste, lower labor costs, and deliver better products.
Whether you’re processing fruits, potatoes, or shrimp, investing in optical sorting equipment pays off. It ensures consistency. It boosts productivity. And it prepares your facility for the future of automated sorting systems.
FAQs
An optical sorting machine sorts products using high-resolution cameras and AI-powered analysis. Its working principle is based on visual attributes such as color, shape, and surface defects.
Auto sorting machines are used to reduce labor costs, improve speed, and ensure consistent quality control. This leads to better throughput and less waste.
Optical sorting machines are widely used in food sorting, fruit sorting, shrimp sorting, potato sorting, and other industries that require high-quality sorting.





