
FRUIT AND VEGETABLES
Optical Sorting Solutions
AI-powered fruit optical sorting machine for automatic grading
FRUIT AND VEGETABLES
About Our Optical Sorting Machines
Weightsorting specializes in optical sorting machines for fruit and vegetables that combine AI vision systems, multispectral cameras, and machine learning algorithms to detect size, color, defects, and foreign materials. Whether you need vision sorting machines for potatoes, grapes, or mixed produce, we offer reliable solutions for modern food processing.
View Our All Products
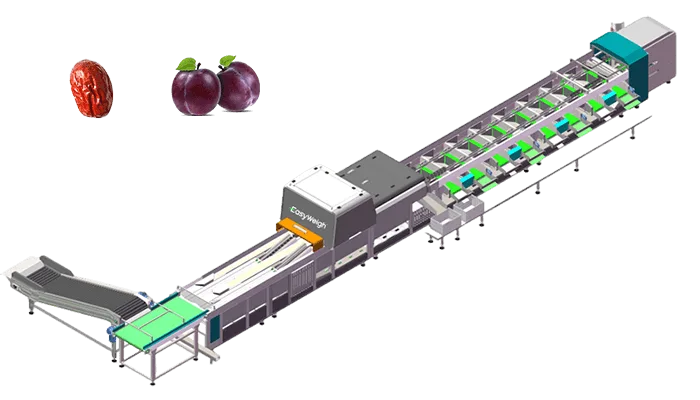
The Optical Sorting Machine for Small-Size Fruit is designed to accurately detect and sort fruits like cherries, berries, and kumquats. Using high-resolution imaging and AI algorithms, the optical sorter machine evaluates size, color, and surface defects in real time. This ensures precise grading, minimizes waste, and enhances product quality, making it ideal for high-speed processing of delicate small fruits.
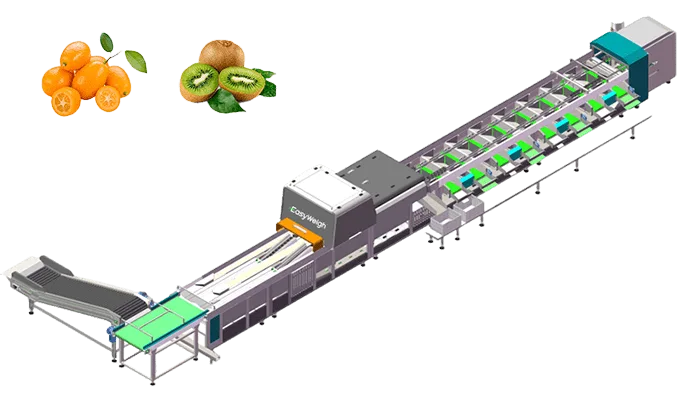
Vision Sorting System For Medium-sized Fruit YOS-M
The Optical Sorting Machine for Medium-Sized Fruit is designed for precise grading of fruits like apples, peaches, and plums. Equipped with advanced imaging and AI-driven analysis, the fruit vision sorting machine detects size, color, and surface defects with high accuracy. This ensures consistent quality, reduces sorting errors, and enhances efficiency in fruit processing, making it ideal for large-scale production lines.
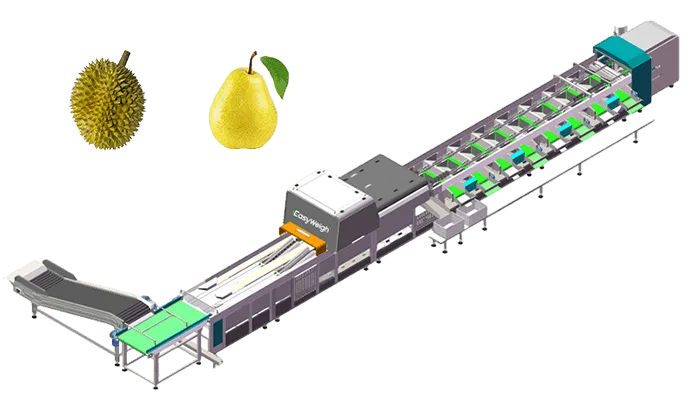
Vision Sorter System For Large-sized Fruit YOS-L
The Optical Sorting Machine for Large-Sized Fruit is designed to accurately inspect and grade fruits such as watermelons and melons. Using high-resolution imaging and AI-powered analysis, the fruit sorter detects size, color variations, and surface defects, ensuring superior quality control. This system enhances sorting efficiency, minimizes waste, and optimizes processing for large-scale fruit handling operations.
The Industries We Serve
WEIGHT SORTING leads in grading and inspection solutions. We understand local markets and needs. They offer fruit optical sorting machines suitable for various small and large fruits and vegetables, providing sorting solutions.
Our optical food sorting machines are ideal for fruit and vegetable processing plants seeking automation and consistency. They can accurately classify:
Fresh and frozen fruits (e.g., grapes, cherries, strawberries)
Root vegetables (e.g., potatoes, carrots, onions)
Dried fruit and nut products
Middle-size

Apple

Citrus

Kiwi

Pear

Mango

Peach

Avocado
Potato
Small-size

Tomato

Plum

Dates
Large-size

Durian

Pomelo

Pitaya
Each vision sorting machine integrates easily into existing production lines, boosting throughput while maintaining premium quality.
Partners with WEIGHT SORTING Today
Hear from our clients. We design customizable sorting machines tailored to meet your specific needs.










Become Our Distributor
WEIGHT SORTING is a sub-brand of Easyweigh. We are a fruit vision sorting system supplier. Offer optical sorting machines, vision sorting systems, and AI-powered fruit and vegetable sorting solutions for fruit processors, vision sorter distributors. Distributors gain access to advanced fruit and vegetable sorting systems designed for high efficiency, precision, and reliability.
Why Partner with WEIGHT SORTING?
We empowers fruit vision sorting system distributors with world-class technology, marketing support, and strong brand recognition in automated fruit and vegetable sorting machines.
Innovative Technology Leadership
Offer advanced optical sorting machines and vision sorting systems powered by AI and camera vision inspection.
High Demand Market
The fruit sorting machine and vegetable sorting system markets are rapidly growing with global food automation trends.
Trusted Technology Support
Backed by Easyweigh’s proven expertise in AI-Powered Sorting Algorithm, Multi-Spectral Camera Vision System, and Intelligently Detect Hidden Damage.
Comprehensive Training & Marketing Materials
Get full technical and sales support to help you win your market. Be part of a growing global network of sorting system distributors.
Technical Specifications Overview
High-Precision Sensors
Advanced high-precision sensors ensure accurate detection of size, weight, and defects in real time.The Optical Sorting Machine enhance sorting efficiency, minimize errors, and maintain consistent quality across high-speed production lines.
AI Intelligent Sorting Algorithms
Advanced AI algorithms analyze size, color, shape, and defects with high accuracy, enabling precise and automated sorting. Continuous learning enhances detection efficiency, reducing waste and ensuring consistent product quality.
High-Speed Automation
Advanced automation enables rapid sorting and processing, significantly increasing efficiency. High-speed conveyors and real-time analysis ensure seamless operation, reducing manual labor while maintaining accuracy and throughput in large-scale production.
Multi-Parameter Sorting Capability
The Optical Sorter simultaneously evaluates size, weight, color, and surface quality, ensuring precise classification. This advanced capability enhances sorting efficiency, reduces waste, and meets diverse industry standards for optimal product quality.
Real-Time Monitoring and Data Analytics
Continuous data collection and analysis enable real-time performance tracking, identifying trends and optimizing operations. The Optical Sorting Machine ensures efficient sorting, minimizes errors, and provides actionable insights for process improvement.
Hygienic and Scalable Design
Designed with food safety in mind, the Optical Sorter features easy-to-clean surfaces and robust materials. The Optical Sorting Machine’s scalable architecture allows for seamless expansion, adapting to increasing production needs without compromising hygiene.
FAQs about Fruit optical sorter Machine
How does an optical sorting machine improve fruit processing efficiency?
Optical sorting machines use advanced vision systems and sensors to detect color, size, shape, and surface defects. This enables automated food sorting and grading, improving sorting speed, accuracy, and consistency for fruits and vegetables.
What types of fruits can be processed with an optical sorting system?
Easyweigh optical sorting machines can handle apples, tomatoes, grapes, mangoes, plums, potatoes, and other produce. They are ideal for sorting by size, color, and quality in both fresh and frozen fruit processing.
Can I customize an optical sorting machine for my production line?
Yes. Our sorting machines and vision inspection systems can be tailored for specific fruit sizes, shapes, and sorting criteria. They integrate seamlessly into existing conveyor or washing lines to optimize workflow.
Customizable Solutions for Sorting